Decision Tool
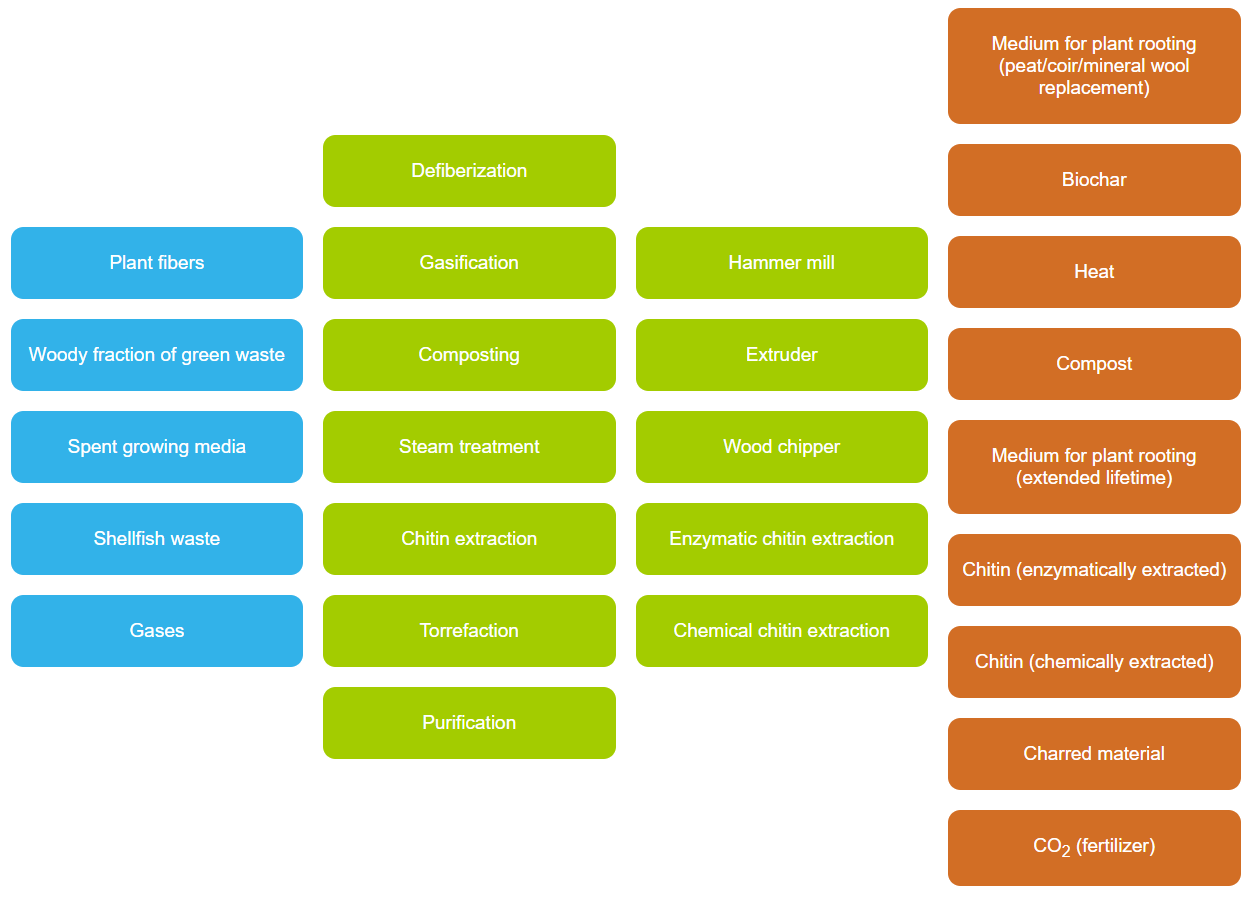
Horti-BlueC developed a tool to indicate how to process residual biomass into CO2 fertilizer and building blocks for growing media, i.e. biochar, chitin, fibers, or other materials. We worked on 1 gaseous waste stream (off-gasses from the chimney of a bio-energy installation) to be used as CO2 fertilizer and 4 solid waste streams to be used as replacer for peat and mineral wool in growing media. Some materials may only need defiberization, cutting, milling, … whilst other waste streams or applications require more advanced treatment. The pretreatment from waste to feedstock is documented in a fact sheet to select the best processing techniques. All fact sheets on the processing of these materials are available and linked to the Decision Tool.
Click here to open the Decision Tool.
The building blocks developed here were combined into sustainable growing media blends, which are currently being tested in the greenhouse.